德州鍋爐廠家91MW工業(yè)天然氣鍋爐價格
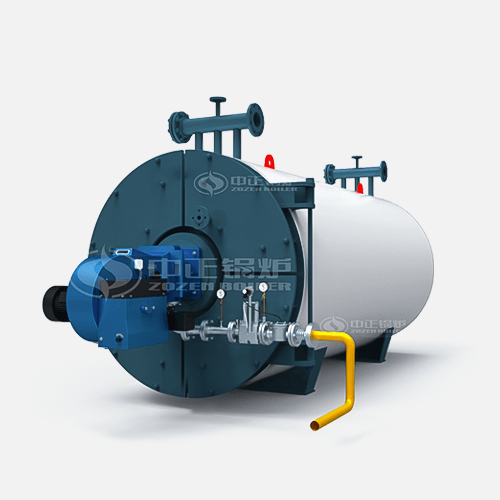
YQW系列燃油/燃氣導熱油鍋爐:YQW系列燃油/燃氣導熱油鍋爐采用三回程圓盤管結(jié)構(gòu),盤管端部采用縮口盤管,有效的保護了鍋爐端部的爐墻,配有先進的燃燒裝置,鍋爐運行全自動化。
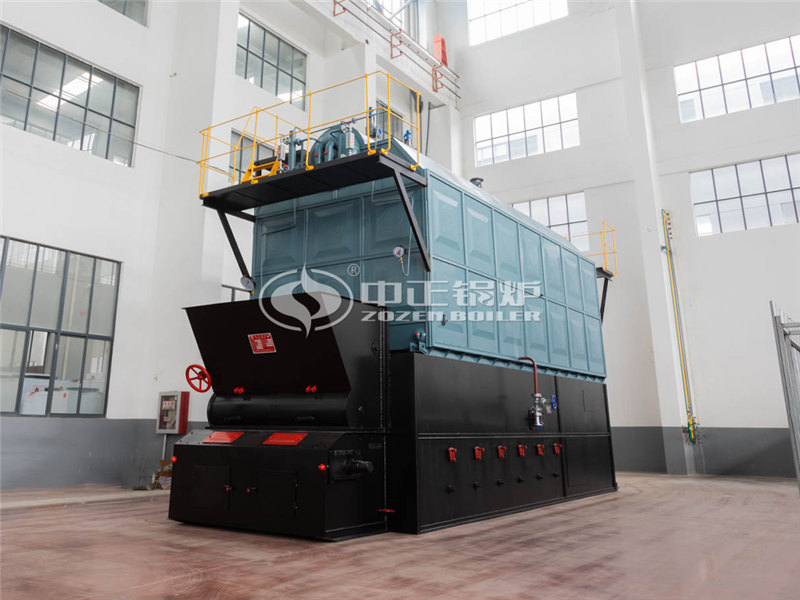
興城市雙興供熱是一家集供暖工程建設(shè)、維修、管通安裝為一體的供熱企業(yè)。2003年,公司一期工程投資3億元,配有4臺29MW、2臺72MW節(jié)能型熱水鍋爐,鋪設(shè)150多公里供熱管網(wǎng)。截止2014年,雙興供熱現(xiàn)已實現(xiàn)供暖能力達到600萬平方米,二期工程公司新上2臺70MW的熱水鍋爐,主機、輔機等均為中正先進節(jié)能型DHL角管式水管熱水鍋爐,保證了小區(qū)內(nèi)全范圍供熱質(zhì)量。第二代70MW角管式熱水鍋爐,中正采用了和西安交大聯(lián)合申請的發(fā)明專利和實用新型專利研究設(shè)計,其綜合性遠超國內(nèi)外同類鍋爐產(chǎn)品,鍋爐廠家91MW工業(yè)天然氣鍋爐。
燃氣機調(diào)試與維修的注意事項1.燃氣燃燒機連續(xù)發(fā)生二次點火程序失敗時,應停機檢查燃燒機的供氣系統(tǒng)是否正常,電路連線是否正確,解除故障后方可重新啟動燃燒機。2.供氣管路嚴禁用扳手或金屬棒敲擊、摩擦,避免引起靜電或火花,引發(fā)燃氣爆炸。3.嚴禁在供氣閥組或管道法蘭面等處吸煙、焊接、切割等違章作業(yè)。4.嚴禁在管路及閥組和調(diào)壓閥旁進行任何明火測試,避免重大事故發(fā)生。5.測試供氣管路中是否有燃料,通常用氣體低壓表測試即可。6.在供氣管路中,就是進行過排空,但管壁有殘留氣體或液滴,如遇靜電火花和明火同樣會引起燃燒及爆炸。7.當供氣管路已通氣,而閥組有故障時需要拆卸,首先必須切斷閥組前端總閥,然后對總閥至閥組這一段管道中氣體進行放空,之后才能進行閥組的拆卸與維修。8.在調(diào)試工作中,燃氣必須做到認真、安全、高效。9.禁止在現(xiàn)場使用無防爆電氣電動工具。10. 在燃燒機啟動前,必須做供氣壓力測試,檢查是否有泄漏,確認正常后,再做模擬運行。11 . 向客戶詳細講解安全操作注意事項。12.燃燒機不使用時,告之客戶切斷供氣總閥和供電總開關(guān)。13.建議不在夜晚進行燃燒機的調(diào)試。14.調(diào)試結(jié)束時,要組織操作人員對之進行使用操作方向的培訓,必要時建立操作流程。

主汽溫度是鍋爐正常運行的重要參數(shù),主汽溫度、噴水減溫器出口溫度及主汽流量組成串級調(diào)節(jié)系統(tǒng),主汽溫度出二級噴水減溫器控制,一級噴水減溫器控制二級過熱器出口溫度。
循環(huán)流化床鍋爐控制系統(tǒng)的設(shè)計,必須遵照以下原則:高安全性①傳感器、執(zhí)行器、信號傳輸?shù)裙收?不影響系統(tǒng)安全②意外失電,不影響系統(tǒng)安全③操作失誤,不影響系統(tǒng)安全docin.com④操作方式變換,不影響系統(tǒng)安全⑤信號傳輸干擾出錯、連線錯誤(斷線)、傳感器和執(zhí)行器出錯,不影響系統(tǒng)正常運行或系統(tǒng)安全,鍋爐廠家91MW工業(yè)天然氣鍋爐。
鍋爐廠家91MW工業(yè)天然氣鍋爐,【陜西】西安工業(yè)有機廢氣污染余熱回收利用補貼政策出臺:通過整體更換鍋爐,氮氧化物排放濃度削減幅度大于等于50%,且濃度值低于30毫克/立方米的項目(1)單臺鍋爐容量小于等于4蒸噸:低氮鍋爐補助=2.6×鍋爐容量+7(萬元)(2)單臺鍋爐容量大于4蒸噸:低氮燃燒鍋爐補貼=2.5×鍋爐容量+8(萬元)
食品工業(yè)是人類的生命工業(yè),也是永恒不衰的工業(yè)。食品工業(yè)是我國國民經(jīng)濟的重要支柱產(chǎn)業(yè),也是關(guān)系國計民生及關(guān)聯(lián)農(nóng)業(yè)、工業(yè)、流通等領(lǐng)域的大產(chǎn)業(yè)。作為工業(yè)的一員,各類食品加工都會給當?shù)貛セ蚨嗷蛏俚膹U氣污染,如油脂加工廠、醬油廠等會在生產(chǎn)供汽過程中產(chǎn)生大量煙塵和二氧化硫。而大氣污染治理最終解決的根源就是高效節(jié)能的新型燃煤鍋爐、燃油燃氣鍋爐爐、生物質(zhì)系列鍋爐等環(huán)保鍋爐的投入使用。
近年來,中正鍋爐進行大規(guī)模的焊接工藝革命,淘汰了效率低下,穩(wěn)定性差的傳統(tǒng)手工焊作業(yè),采用高效率,穩(wěn)定性好的機械焊、自動焊進行生產(chǎn)。充實更新了大量的進口自動焊接設(shè)備,實現(xiàn)從鍋筒、膜式壁、蛇形管到鋼架等所有主要部件焊接的自動化。同時在焊接過程中,大量使用了焊接變位器,使焊接位置始終處于理想的平焊位置,并通過嚴格控制焊前清理和坡口尺寸,使焊縫質(zhì)量具有了可靠的保障。