宣城鍋爐廠家DZL4-1.25-All工業(yè)蒸汽鍋爐費用
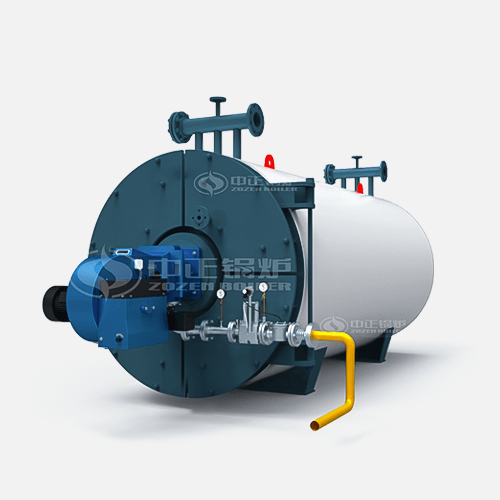
鍋爐廠家DZL4-1.25-All工業(yè)蒸汽鍋爐,YQW系列有機(jī)熱載體鍋爐采用強(qiáng)制循環(huán)三回程圓盤管設(shè)計,受熱面足,配合爐體尾部增設(shè)的節(jié)能裝置可大大減少熱能的損失,熱效率高達(dá)95%以上。同時,這兩個系列的鍋爐均配備先進(jìn)的低氮燃燒機(jī),可實現(xiàn)NOx≤30mg/Nm3的低排放且鍋爐均整體出廠,鍋爐組件運(yùn)到現(xiàn)場就位后,只需接通氣電就可投入運(yùn)行,大大降低了鍋爐安裝成本。
鍋爐廠家DZL4-1.25-All工業(yè)蒸汽鍋爐,天津積極推進(jìn)“煤改氣”政策,嘉海供熱站及時行動,決定淘汰原有的燃煤鍋爐,公開招標(biāo)采購環(huán)保燃?xì)?a href=/ target=_blank class=infotextkey>熱水鍋爐。在眾多參與投標(biāo)的鍋爐制造商中,擁有卓越品質(zhì)的中正鍋爐憑借優(yōu)化的鍋爐房系統(tǒng)設(shè)計方案順利中標(biāo)。此次榮耀中標(biāo)的中正SZS系列燃?xì)鉄崴仩t本體高溫區(qū)采用強(qiáng)制循環(huán),保證各部分受熱面能得到可靠的冷卻并防止汽化,確保鍋爐安全穩(wěn)定運(yùn)行。

WNS系列爐性運(yùn)行自動化,第一回程,燃料經(jīng)燃燒器霧化后,形成的火炬充滿在全波形爐膽內(nèi),并通過爐膽壁傳遞輻射熱第二回程,燃燒產(chǎn)生的高溫?zé)煔庠诨厝际覂?nèi)匯聚轉(zhuǎn)向進(jìn)入螺紋煙管管束區(qū)第三回程,經(jīng)對流換熱后,煙氣溫度逐漸降低后至前煙箱,并在此轉(zhuǎn)向進(jìn)入光管管束區(qū),隨后經(jīng)后煙箱流入煙囪,最后排入大氣。鍋爐熱效率高達(dá)98%,實現(xiàn)超低NOx排放,為五谷春酒業(yè)既實現(xiàn)節(jié)能又能達(dá)到環(huán)保要求,現(xiàn)五谷春酒業(yè)年生產(chǎn)能力達(dá)3.2萬噸。
鍋爐廠家DZL4-1.25-All工業(yè)蒸汽鍋爐,我廠新建75t/h循環(huán)流化床鍋爐控制系統(tǒng)設(shè)計如果采用DCS控制,就可以利用DCS技術(shù)與性能優(yōu)勢,實現(xiàn)較為復(fù)雜的控制策略,確這臺鍋爐安全平穩(wěn)長周期運(yùn)行,為新建聚四氫呋喃裝置提供有利的支承,為我廠帶來可觀的經(jīng)濟(jì)效益。但是循環(huán)流化床工藝過程非常復(fù)雜,選用什么控制系統(tǒng),設(shè)計怎樣的控制方案,是設(shè)計中的關(guān)鍵問題,只有對其工藝過程及控制機(jī)理有了深入了解,才能出色完成本次設(shè)計任務(wù),為此,我們技術(shù)部與東北CPE公司-一起,從研究循環(huán)流化床的本體結(jié)構(gòu)與工藝流程入手,承擔(dān)了新建75t/h循環(huán)流化床鍋爐控制系統(tǒng)的設(shè)計任務(wù)。
運(yùn)行中對循環(huán)灰系統(tǒng)的控制和調(diào)整應(yīng)注意什么?①對循環(huán)灰系統(tǒng)應(yīng)經(jīng)常檢查,合理地控制返料風(fēng)和返料風(fēng)壓;②監(jiān)視各部溫度變化和循環(huán)效果,返料器回料溫度最高不應(yīng)大于1000℃,溫度過高時,必須降低負(fù)荷;③在正常運(yùn)行條件下不允許放循環(huán)灰,但在低負(fù)荷、壓火、停爐或在返料器故障下可以放掉部分循環(huán)灰,以達(dá)到規(guī)定的運(yùn)行工況;④循環(huán)流化床鍋爐運(yùn)行中應(yīng)維持一定的循環(huán)灰量,以控制床溫和滿足負(fù)荷的需要。
【山東】德州燃煤鍋爐改造治理政府補(bǔ)貼及資金補(bǔ)助辦法:10噸及以下小型熱水蒸汽鍋爐:工業(yè)、商業(yè)用10噸及以下小型熱水蒸汽鍋爐,也就是2噸鍋爐、4噸鍋爐、5噸鍋爐、6噸鍋爐、8噸鍋爐、10噸鍋爐等常見的小型鍋爐需求要用諸如5噸天然氣鍋爐、3噸輕柴油鍋爐、8噸液化石油氣鍋爐、10噸生物質(zhì)顆粒燃料鍋爐這樣的設(shè)備來替代。

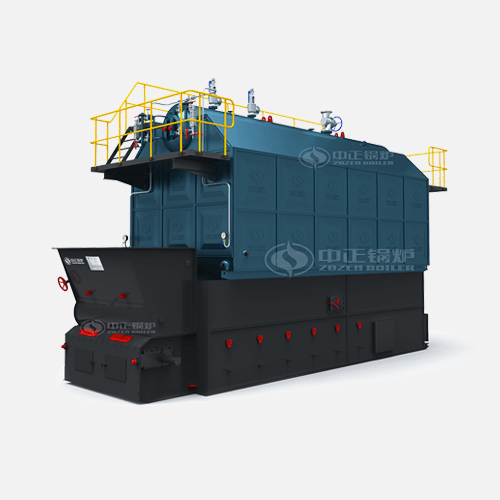
無錫中正鍋爐出品的DHL系列燃煤水管熱水鍋爐在我國北方地區(qū)已得到推廣和使用,是集中供暖的理想設(shè)備之一。鍋爐爐排則采用了橫梁式爐排,提高運(yùn)行安全性,通過無級調(diào)速可以滿足用戶對負(fù)荷的任意調(diào)節(jié),而不影響燃燒的熱穩(wěn)定性。
近年來,中正鍋爐進(jìn)行大規(guī)模的焊接工藝革命,淘汰了效率低下,穩(wěn)定性差的傳統(tǒng)手工焊作業(yè),采用高效率,穩(wěn)定性好的機(jī)械焊、自動焊進(jìn)行生產(chǎn)。充實更新了大量的進(jìn)口自動焊接設(shè)備,實現(xiàn)從鍋筒、膜式壁、蛇形管到鋼架等所有主要部件焊接的自動化。同時在焊接過程中,大量使用了焊接變位器,使焊接位置始終處于理想的平焊位置,并通過嚴(yán)格控制焊前清理和坡口尺寸,使焊縫質(zhì)量具有了可靠的保障。